
Welding is one of the prime technical processes when it comes to manufacturing. It requires a lot of skills to weld things properly. Whether a beginner or an armature, you must know the importance of welding rods. You might know how important it is to have a suitable quality rod. After all, it is the one that is going to help in creating a solid joint.
When you step out to buy an electrode, you might be confused about the many options available in the market. You might make the wrong choice without proper knowledge and end up with a poor weld. So while buying welding rods, it is better to know what type of rod you require for the job you perform.
This blog covers all the necessary details about welding rods. We will precisely discuss welding rod 6013, its uses, and comparison with 6010, 6011, and 7018 rods. So, keep reading to find out whether 6013, 6010, 6011, or 7018 is the best rod for your next welding project!Contents
What is a welding rod?
If you ever visit a welding garage or take any welding class. You’ll definitely come across the word electrode, welding rod, or welding stick. You might be confused about what exactly electrodes are? And why are they so essential for the welding process?
Well, a Welding rod is the foundation of arc welding, often referred to as electrodes and welding sticks. No welding job can be performed without an electrode.
An electrode is a metal wire connected to a welding machine to generate an electric current. When an electric current passes through the wire, it generates enough heat to fuse and melt metal for arc welding.
An electrode’s main function is to fill the join and melt the metal simultaneously.
Types of welding rods
Some electrodes are consumable, which means they are used to fill the joint and become part of the weld, also known as filler electrodes or welding rods. SMAW or stick electrodes are consumable rods.
While non-consumable rods do not melt, thus cannot become part of the weld. It remains intact throughout the process. TIG tungsten electrodes are non-consumable rods.
Let’s continue by digging more about SMAW (Shielded Metal Arc Weld) or Stick electrodes (consumable electrodes)
Find out some more types of electrodes.
Welding Electrodes Characteristic
The welding rods are classified according to their metal, current use, flux coating, performance, chemical and mechanical properties, the position of welding, and so forth.
AWS (American Welding Society) gives each electrode a specific code denoted by an E.
Following is a brief illustration of the code:
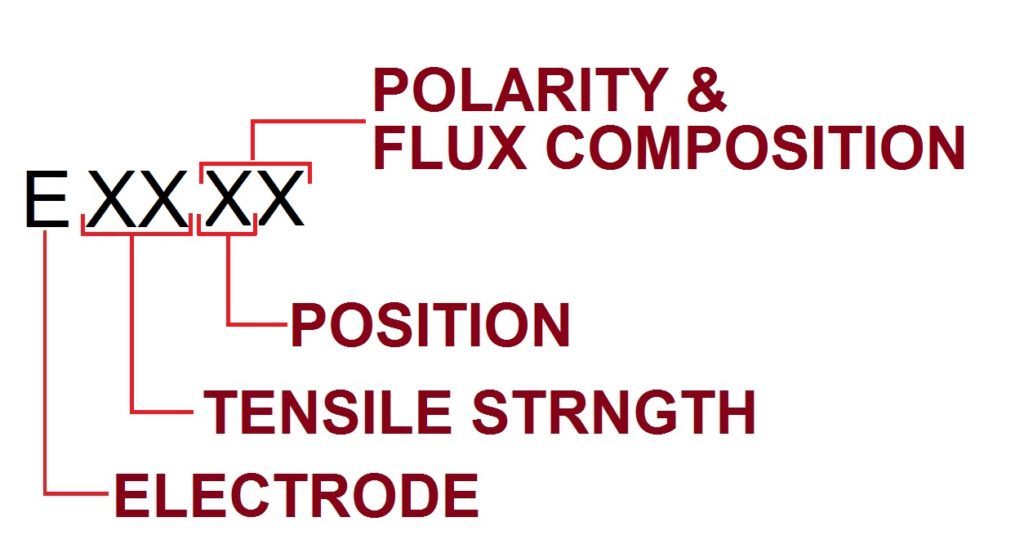
- E is for electrodes.
- The first two digits denote the strength and tensile.
- The third digit represents the welding position (vertical, horizontal, flat, etc.).
- The fourth and the third digit represent the type of coating (flux) and chemical properties (polarity).
Electrode 6013
If you are a beginner and want to do welding, then E6013 is made for you. Amateurs and beginners widely use this electrode all around the world. Thus, also named ‘an easy rod,’ ‘beginners’ rod,’ and ‘sheet metal rod.’E6013 is a highly coated titanium rod with enough penetration to weld medium gauge steel. The rod was essentially designed to produce wetting and shallow penetration for thin sheet application. E6013 could be used in any position with straight and reverse polarity. Therefore it is easy to use and provides a soft and steady arc with a low spatter.
Also, want to know about electrodes 7014 and 7018? Please read our article 7014 vs. 7018 Welding Rods.
Characteristic of E6013
According to AWS, electrode 6013 is categorized as follows:
E denoted electrode.
60 indicated tensile strength: The rod’s tensile strength is around 60,000 per inch.
1 stand for the position: This rod can be used for all positions, i.e., overhear, flat, horizontal, and vertical.
3 is for Flux composition and polarity
Polarity: This rod has easy-to-control slag and can be worked on alternative and direct current.
Flux composition: The flux coating comprises rutile, potassium silicate, ferromanganese, cellulose as a binder, and other siliceous material. It also has a high Titania potassium coating.
Uses of E6013
Your job might be easier with electrode 6013. It is helpful for welding thin metal sheets, galvanized steel, and vertical uphill or overhead positions because of its low penetration. The E6013 rod is fit for the uneven joint due to its stable arc. Preferable for filling multi-pass welds.
The common application of electrode 6013 are:
- Shipbuilding and overhauling
- Making machine parts
- Structure building
- Metal building
- Fine metal sheet fabrication
- Welding shaft
- Welding of automobile bodies
- Metal furniture
- Storage tanks
- Farm implementation
- Heavily machined and disfigured mild steel welding
- General-purpose fabrication for all types of structural and maintenance work.
Electrode 7018
E7018 is a low hydrogen rod used to revamp bead appearance and deposition rate. E7018 is primarily used in industries to weld steel requiring tensile strength of 70,000 PSI and above.
Its low hydrogen level reduces the chances of hydrogen cracking. It gives the best result and high ductility while welding thick metal sections that tend to crack over time.
E7018 will give you a smooth arc with minimal spatter. You don’t need to rigorously clean the surface for welding as 7018 can also work on slightly dirty surfaces. 7018 electrode is a medium penetration rod that can give more refined results at temperatures below zero.
Besides all of its good features, it is essential to mention the storage procedure of electrode 7018. Being a low hydrogen potassium coated rod, it is prone to moisture and loses its hydrogen level when kept in a humid environment.
Therefore, storing the electrode in a moist, accessible, dry place is essential. Usually, welders bake them before use if kept outside, even for a few hours.
E7018 application
E7018 is widely used in industries. Besides industries, it is also used for pressure vessels, ship frames, pipelines, and building fabrication. You can use E7018 with high carbon sheets, soft and mild alloy, and thick metal sheets.
Electrode 6011
E6011 is a high cellulose rod with high cellulose potassium coating. The flux coating also contains calcium and potassium in a small portion. As a potassium-coated rod, it is easy to use with AC and DCEP polarity.
Because of its good arc stability, you can efficiently run the electrode with a minimum of (40 to 80) current. It gives a strong arc force for deep penetration.
Electrode 6011 is easy to manage and gives a soft arc, so if you are new to welding, E6011 is a good choice. You can store these electrodes in moist and humid environments as well. However, keeping new rods in the same packet is good for preventing flux damage.
E6011 application
Electrode 6013 is the all-purpose rod. Due to its deep penetration can work better on rough and rigid surfaces like galvanized metals, dirt, and paint. So it is better to use E6011 for home and car repairs and maintenance work and on painted, dirty, and coated metal surfaces.
Electrode 6010
E6010 is a cellulose-sodium coated electrode. It is commonly used in industries. As a fast-freezing electrode, the molten metal solidifies quickly and stays in the joints, requiring an expert welder to weld accurately.
Electrode 6010 produces deep penetration, making it a better choice for root pass welds. It can work in all positions and effectively in an overhead and vertical up position. Furthermore, it can perform well on rigid, rusty, or zinc surfaces.
It produces thin and paper-like slag, which can be wiped easily. The spatter is blazing, making it hard to control for novice welders.
E6010 application
Expert welders use E6010 in making steel casting, pipes, shipyards, water towers, field construction, storage tanks, and stove pipes.
Read the article ‘Welding and machines for 6010 electrodes’ to know more about E6010.
E6013 Comparison with: 6011,6010 & 7018
When choosing from the above electrodes, the following comparisons might be helpful for you.
6013 Vs. 7018 electrodes
Even though both rods are good choices, their handling and utilization might vary from person to person. I would suggest E6013 if you are a beginner trying to find a rod for general use. Many amateurs use the 6013 rod for practicing welding due to its user-friendly handling and medium penetration.
On the other hand, if you are an expert and want to perform challenging jobs quickly, E7018 may give the best result due to its excellent tensile strength. Both electrodes are similar in some ways while different in others.
Some of the common characteristics of both electrodes are:
Penetration
The E6013 is a shallow to medium penetration electrode. You can use E7018 to perform industrial jobs for structural fabrication. Though, it could not go very deep and has the same penetration level as 6013.
Position
While characterizing the rods, AWS gives E6013 and 7018 the same number 1 in third place. As we know, the third place indicates the position of electrodes. Here 1 entitle all positions. Hence you can use both electrodes in all directions, including horizontal, vertical, uphill, and downhill.
Arc characteristic
They will make most of your welding jobs easy. Both give an excellent weld appearance as both generate low spatter with a smooth arc.
Motion
You can use the drag motion technique on both electrodes.
Following are the distinguishing characteristics of E6013 & 7018:
Tensile Strength
According to AWS, the first two numbers indicate the tensile strength. In E6013, the final weld tensile strength is 60,000 PSI. Furthermore, the yield strength is 48,000PSI.
However, in E1708, the final weld tensile strength is 70,000 PSI, and the yield strength is 58.000 PSI.
Storage condition
Electrode 7018 needs special care for storage purposes. Due to their hydrogen coating, it is necessary to store them in a dry and moist-free environment. Otherwise, you have to reheat them before use.
Here, electrode 6013 has an edge as they don’t need extra care while keeping out or storing.
Flux coating
Although Both electrodes are made of mild steel but have different flux coating, E6013 is coated with high Titania potassium.
On the other hand, electrode 7018 is coated with low hydrogen potassium.
Uses
Electrode 6013 is commonly used for general purposes, thin metal sheets, galvanized steel, and everywhere for a neat and beautiful bead appearance.
On the other hand, E7018 is mainly used in industries, building bridges, and welding thick metal sheets, soft alloy, and carbon sheets.
Electrode 6013 Vs. 6011
Both electrodes possess some excellent attributes as well as drawbacks. If you are an expert and want a deep digging rod, then E6011 might work better. However, if you want to do delicate welding quickly and efficiently, go for E6013.
You can make a better decision when you know the critical difference and similarities between the two.
Some of the common characteristics of both electrodes are:
Tensile Strength
Both electrodes have a similar number in the first and second positions, indicating their tensile strength. Therefore both electrodes have 60,000 PSI final tensile strength.
Position
The third digit shows the position of the rode. Electrode 6013 and 6011 have the same number in third place, indicating both electrodes are suitable for all positions.
Polarity
Electrode 6013 and 6011 have the same polarity. Both can run on alternating and direct current, but E6011 usually runs on Dc.
Following are the distinguishing characteristics of E6013 & 6011
Flux coating
Electrode 6013 is made of a high Titania potassium coating, while E6011 is high cellulose potassium fast freezing electrode.
Penetration
E6013 is a mild penetrating rod made to work on thin metal sheets. On the other hand, E6011 is a deep penetrating rod that works best on corroded or unclean surfaces.
Arc Characteristics
E6013 gives a smooth and soft arc with low removable slag and minimal spatter. In contrast, E6011 produces an erratic and authoritarian arc with comparatively more spatter and thin slag.
Usage
The usage of both electrodes is entirely different. E6013 mainly cleans new sheets for delicate works, requiring a neat outlook. In comparison, many fabricators use E6011 to dirty or coated surfaces for maintenance and repair work.
Electrode 6013 Vs. 6010
Both electrodes are utterly different from each other. Electrode 6010 rod produces extremely tight arc mainly used by professionals. You can choose E6010 for welding rigid, unclean, painted surfaces or when metal tends to crack. It provides deep digging with quality weld and high flexibility.
However, E6013 is a user-friendly rod that produces a smooth arc with less spark. Many novice and hobbyists use E6013 for its easy handling slag and smooth arc. The below comparison might give you a better insight into the two electrodes.
Some of the common characteristics of both electrodes are:
Tensile strength
According to AWS, the first two digits represent the rod’s tensile strength. Both electrodes have similar first, and second-place digits and have 60000 PSI final tensile strength.
Position
As we know that the third number indicates the position of the welding. Since both have number 1 in third place, revealing that both electrodes can run in all positions.
Following are the distinguishing characteristics of E6013 & 6010
Flux coating
E6010 rod is made of a high cellulose coating. This is a fast freezing electrode that tends to solidify quickly.
In contrast, E6013 is a rutile flux made of titanium dioxide.
Polarity
E6013 runs on AC and DC, but E6010 can only run with (DC) direct current power sources.
Arc characteristic
E6013 gives a smooth arc with a low spark. On the other hand, E6010 produces an erratic arc with a blazing spatter.
Usage
Both arcs are used for different purposes. E6013 is used for general causes on clean thin metals. Whereas E6010 is used for industrial purposes for welding root passes on a pipe where the surface is coated or unclean.
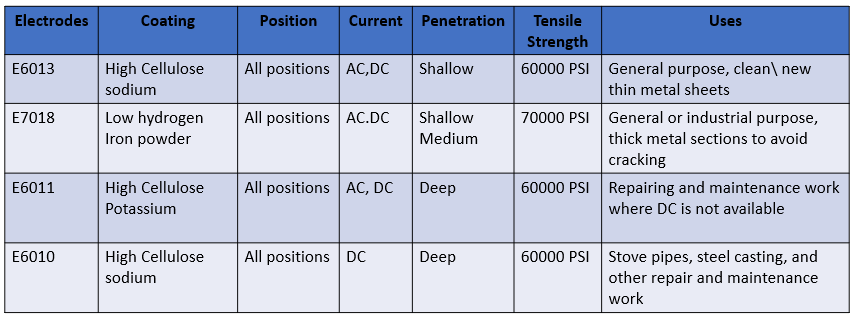
E6013 Compared with: E7018, E6011, E6010
FAQ’S
1- What are the different types of welding rods?
The types of welding rods may be defined as consumable and non-consumable. SMAW or stick electrodes are consumable rods. TIG tungsten electrodes are non-consumable rods.
Although the most common types of electrodes are E6013, E6010, E6011, E6012, E7014, and E7018, these rods are used in SMAW arc welding.
2. What is the easiest rod to weld with?
Electrode 6013 is the most accessible rod. It lets you do welding quickly and easily due to its low spatter, neat and bright backside slag production with less oxidation. It is also known as ‘an easy rod’ for its smooth arc.
3. What is the E6010 welding rod used for?
E6010 is better for rough, coated, and dirty metal. Its deep penetration makes it a good option for repair and maintenance work.
Moreover, E6010 is used in making steel casting, pipes, shipyards, water towers, field construction, storage tanks, and stove pipes.
Ending Notes
The type of welding rod you choose depends on the materials you are welding together. If you are new to welding and want to weld a thin piece of steel, you will need to use a thinner welding rod with a higher flux content like E6013 or E7018 but be careful about the storage of E7018.
In contrast, when welding a thick piece of steel, opt for a welding rod with lower flux content like E6010 when a DC power supply is available or E6011.
I hope the above information will help you do your welding job efficiently.





