
Welding is a versatile field, to get into this and to become a professional welder you need to have adequate knowledge about different welding procedures, types of welding rods, and their uses.There exist a vast range of electrodes, each electrode possesses its unique characteristic and is designed for a specific purpose.
The selection of appropriate electrodes is very crucial for any welding project, as wrong electrodes can damage the weld. Hence, this article will help you in learning different types of welding rods, sticks, their various functions, and coding.
Contents
Types of Welding Procedures
Before getting some know-how about different types of welding rods, you must start with the basics. Following are the four main types of welding procedures.
- TIG – Gas Tungsten Arc Welding (GTAW)
- MIG – Gas Metal Arc Welding (GMAW)
- Flux-cored – Flux-cored Arc Welding (FCAW)
- Stick – Shielded Metal Arc Welding (SMAW)
For more in-depth knowledge about welding procedures, click here
What is a Welding Rod?
A welding rod also known as a welding electrode is used to adhere to two or more base metals. It is a metallic rod that comes in different coatings, diameters, and lengths. This welding rod creates an electric arc when current is passed through it hence generating enough heat to melt and fuse the base metal for the weld.
Additionally, the welding rod contains an outer coating that helps to protect the metal from any kind of damage, control penetration, make the slag removal easier, minimize the spatter, improve the weld, and stabilize the arc.
Several factors need to be taken into account before choosing the right electrode for any welding project. The selection of an appropriate welding rod depends on the following features, material of base metal, type of current being used and the thickness of base metal, etc.
Therefore, it is essential to have some information about welding rods because choosing the wrong one can deteriorate your whole welding process.

How many types of welding rods are there?
Two types of welding rods are used in the welding process, consumable and non-consumable electrodes.
Consumable Electrodes:
Consumable electrodes as their name suggests are consumed during the welding process. They undergo significant changes in their structure when they are utilized. Hence, they act as a filler metal that melts along the base metal to become a part of the welding bond.
The selection of consumable electrodes is very critical as they are consumed during the weld. Therefore, the consumable electrode must be chemically compatible with the metal being welded.
Consumable electrodes can be further categorized based on their materials and the amount of coating or flux on the electrode. The most commonly used consumable electrodes are different types of steel e.g. nickel steel, low alloy, etc.
Consumable electrodes are utilized by Metal Inert Gas (MIG) welders and Shielded Metal Arc Welders (SMAW) also known as Stick welders or Arc welders.

Consumable electrode used for Stick Welding is additionally classified into two categories:
Bare Electrode:
As the name suggests it is a filler metal electrode that contains no covering. So, it is mostly used in situations where coated electrodes are not needed.
Coated Electrode:
This electrode is mostly preferred by the welders. It has a flex coating and is further divided into three categories based on its coating factor. The coating factor is defined as the ratio of the core wire diameter to the electrode diameter. Following are the three categories:
- Light Coated Electrodes
- Medium Coated Electrodes
- Heavy Coated Electrodes
Light Coated Electrode:
As their name implies, these electrodes have a thin coating on their surface, applied by using a spray or brush. They possess a coating factor of 1.25. Its thin coating helps to reduce impurities such as oxide, phosphorus, sulfur. Furthermore, it also helps to enhance arc stability. A smooth and reliable weld bead is created with the help of light-coated electrodes. For example, Citobest electrode from AO
Moreover, due to its thin coating, the slag produced is not so thick. So slag is generated in a lesser quantity as compared to medium and heavy coated electrodes.
However, these electrodes are not suitable for high-demanding welding procedures e.g. welding of a cast iron.
Medium Coated Electrodes:
Medium coated electrodes are often used by professional welders. They possess a coating factor of 1.45 and have the ability to weld in all positions. For example, Overcord. Slag can be easily removed. Additionally, they are most commonly used in high-demanding welding procedures e.g. bridge and commercial building constructions etc.
High Coated Electrodes:
High Coated Electrodes possess the greatest coating factor 1.6 to 2.2. For example, citofine. These electrodes have a well-defined composition and are designed in three different types- Cellulose coating electrodes, Mineral coating electrodes, and electrodes with both cellulose and mineral coating.
Non-Consumable or Refractory Electrodes:
Non-Consumable electrodes as their name suggests are those that do not melt or consume during the entire welding process. These electrodes use high melting point material e.g. Pure Tungsten-Melting Point 6150°F, Carbon-Melting Point 6700°F. Non-consumable electrodes are used by TIG welders.

Carbon Electrode:
It is made up of carbon graphite and is used for both cutting and arc welding. However, any kind of specifications for this electrode has not been issued by the American Welding Society. Military specifications do exist for these electrodes and the US military still uses carbon arc electrodes for welding and cutting purposes.
Tungsten Electrode:
It is a non-filler metal electrode that is used for Tungsten Inert Gas (TIG) welding. As their name suggests these electrodes are made up of tungsten along with zirconium and thorium. Following are their types:
- Pure Tungsten (have green markings)
- Tungsten containing 1% thorium (have yellow markings)
- Tungsten containing 2% thorium (have red markings)
- Tungsten containing 0.3-0.5% zirconium (have brown markings)
As pure tungsten electrodes face problems with the high voltage current and do not have the strength and durability, their use is limited. Therefore, they are usually used for thin metals in small welding projects.
Tungsten electrodes with 0.3-0.5% zirconium are better than pure tungsten but are not as durable as tungsten-thorium electrodes. These electrodes offer brilliant results with alternating current and are good for heavy metal.
Tungsten thorium electrodes are the most widely used non-consumable electrodes as they can be used for high voltage currents as compared to pure tungsten. Additionally, in contrast to other tungsten electrodes, they have high resistance, greater arc control, and last longer.
What is Stick Welding?
Shielded Metal Arc Welding (SMAW) is also known as Stick Welding. It is the most common and widely used procedure in welding repair. As the electrode used in this process comes in the form of a “stick” therefore, the common word used by the industry for this type of welding is “Stick Welding”.
Stick Welding uses electricity (AC or DC) to generate heat that in turn melts the electrode and base metal to fuse the two surfaces. Following are the stick welding equipment:
- Stick Welding Electrodes/Rods
- Electrode/Rod Holder
- Constant Voltage Power Supply
- Group Clamp
Welding Stick Types:
Now that you know what stick welding is and how it works, let’s learn about different types of welding sticks or electrodes and their different purposes. No matter how good or professional a welder you are, you need to select an appropriate electrode for your good weld outcome.
Although there are many types of welding sticks like 7014 and 7016 the most commonly and frequently used are E6010, E6011, E6013, E7018, and E7024 with diameters ranging from 1/8- to 5/32-in.
6010:
These are the most commonly used welding rods that allow welding in all positions and contain a coating of high cellulose sodium. Hence, they are only suitable for DC+ power sources.
It can allow deeper penetration and can dig through rusty, oily, dirty, and corroded metal surfaces. Due to an extremely tight arc, these might be difficult to handle by inexperienced welders.
It is ideal for maintenance and repairing purposes and is most commonly used in piping, ships, bridges, water towers, buildings, tanks, pressure vessel fittings, etc.
6011:
It contains a high level of cellulose potassium coating, making it suitable for both AC and DC power sources. Hence, making it convenient to decide which current works the best.
Additionally, it allows penetration in all positions with minimal spatter, easily removable slag, and soft arc. Like 6010 it also allows deeper penetration, making it suitable to dig through dirty, greasy, and corroded metals.
As it generates flat weld beads, it’s only drawback can be ripple formation which can lead to somehow rough finishing.
6012:
It has a high-titania sodium coating and is suitable for both AC and DC power sources. Moreover, it allows welding in all positions with a low penetrating arc and minimal spatter.
As they possess brilliant bridging characteristics, therefore, they are well suited to bridge the joints with poor fit-up and for the welding of corroded carbon steel sheets.
6013:
It can weld in all positions and has a high-titania potassium coating. Most commonly used electrode in the industry with a soft arc, minimal spatter, and easily removable slag. As it allows medium penetration, it is appropriate for working with thinner metal sheets.
Furthermore, this electrode is used by beginners when they are initially learning to weld. Therefore, it is suitable for shorter irregular welding tasks and smaller welding projects.
7018:
It contains high iron powder content which increases the deposition rate and efficiency. These electrodes are suitable for both AC and DC power sources, with welding in all four positions. Additionally, it generates a quiet smooth arc with low spatter and medium arc penetration.
These electrodes produce stronger welds with high impact properties, having a tensile strength of up to 70000 psi. Therefore, it can be used on carbon, high carbon, high strength steel metals, and low alloy.
Moreover, they can be used in energy power plants, factories, powerhouses, and bridges, etc.
7024:
It is used for flat and horizontal welding, with AC and DC power sources. In addition, it contains high iron powder content for a high deposition rate with a smooth quiet arc and low penetration.
However, they produce better results with metals having thickness ½ in and steel plates having thickness ¼ in.
| 6010 | 7018 | |
|---|---|---|
| Uses | General fabrication, automobiles parts, thin metal sheets, stove pipe welding, metal furniture, and where appearance is desirable | Produce strong welds on High carbon sheets, mild and low alloy sheets under high restrain conditions and thick metal structural steel welds. |
| Position | It can be used for all positions, i-e, overhear, flat, horizontal, and vertical. You may face some difficulty while running vertically up. | It can be used for all position except vertical downhill. |
| Flux coating | high Titania potassium | Low hydrogen electrode |
| Polarity | It can be used in both AC and DC reverse and straight. | It also can be used in both AC and DC but is widely used in DC |
| Penetration | Shallow to medium | Shallow to medium |
| Slag type | Light and easy to remove | Thick, and can be remove |
| Arc characteristics | Soft arc | Soft arc |
| Tensile strength | 60,000 PSI | 70,000 PSI |
| AWS Classification | Weld Position | Weld Current |
|---|---|---|
| E6010 | F, V, OH, H | DC+ |
| E6011 | F, V, OH, H | AC, DC+ |
| E6012 | F, V, OH, H | AC, DC- |
| E6013 | F, V, OH, H | AC, DC+, DC- |
| E7018 | F, V, OH, H | AC, DC+ |
| E7024 | H-Fillet, F | AC, DC+, DC- |
Welding positions: H= Horizontal, F=Flat, V=Vertical, OH= Overhead
How to read welding sticks coding?
So, after having a better understanding of the basics, it’s time to delve into the welding sticks coding. It may seem confusing at first but once you get to know about its coding, the selection of electrodes will become easier.
This classification system which was developed by the American Welding Society is based on different factors like coating material, tensile strength, diameter, most suitable position to weld, etc.
Example:
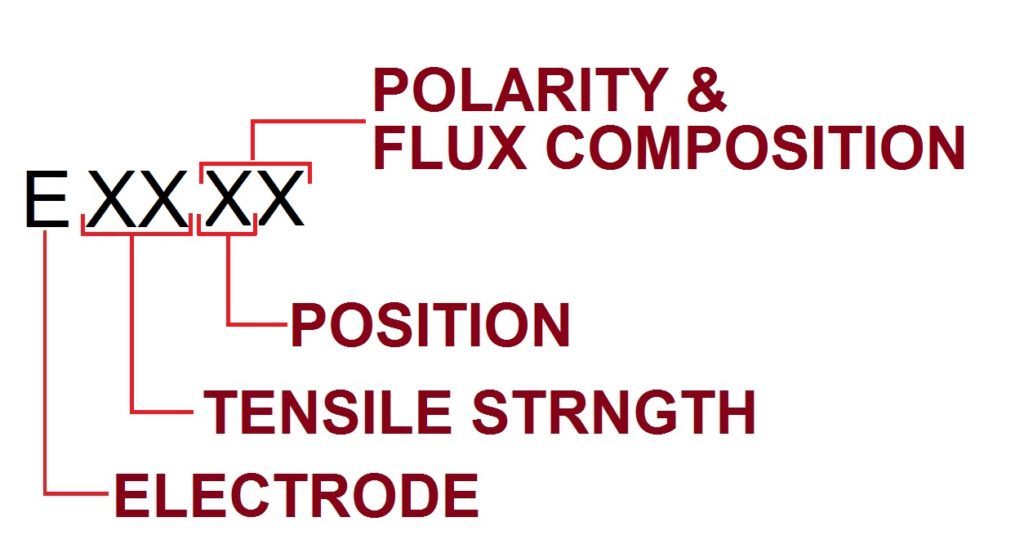
Let us take E6013 as an example
Here E stands for electrode
The next two digits after E will indicate the tensile strength of the electrode. This tensile strength is multiplied by 1000 and is measured in psi. It means the tensile strength of the electrode in this example is 60 x 1000 = 60000 psi.
Now here 1 indicates the welding position. Welding position is indicated by the following digits
1 = Flat, Horizontal and Vertical position
2 = Flat and Horizontal position
4 = Flat, Horizontal and Vertically downward position
The fourth digit i.e. 3 indicates the type of current and coating. Here, digit 3 shows that the electrode is composed of high titania potassium with suitable current AC and DC.
| Fourth Digit | Welding Current Type | Type of Coating |
|---|---|---|
| 0 | dcsp | High Cellulose Sodium |
| 1 | ac, dcsp, dcrp | High Cellulose Potassium |
| 2 | ac, dcsp | Titania Sodium |
| 3 | ac, dcsp, dcrp | Titania Potassium |
| 4 | ac, dcsp, dcrp | Iron Powder-Titania |
| 5 | dcrp | Low Hydrogen Sodium |
| 6 | ac, dcrp | Low Hydrogen Potassium |
| 7 | ac, dcsp, | Iron oxide, powder potassium |
| 8 | ac, dcsp, dcrp | Iron powder, Low Hydrogen Potassium |
To be brief, one should have sufficient background knowledge before stepping into the welding field. To achieve a good weld and to avoid any inconvenience you need to go through different types of welding rods, sticks and their coding, etc.
If you are planning to use stick welding in your next project, click here to know some more details.
Furthermore, if you are interested to gain some more knowledge about types of electrodes, check out the following source:






Leave a Reply